En este post os hablamos sobre la complejidad para organizar las rutas de mantenimiento predictivo por vibración en el sector papelero.
Estaríamos hablando de medidas tomadas de manera portátil por parte de un inspector fijando el sensor a las diferentes ubicaciones de nuestro parque de maquinaria.
¿ Rutas de Mantenimiento ?
Consisten en Listas de Elementos basadas en la
Ubicación Física y Criticidad,
Información que se cargará a un colector de datos para un control predictivo eficiente. Es decir, habrán de personalizarse para los
Recursos disponibles y Resultados Deseados,
no teniendo sentido cualquiera de las rutas si se consume 3 veces el tiempo necesario o se necesitan 2 veces el número de personas disponibles o si sobrecargan la capacidad de nuestro colector de medida; o bien si se utilizan medidas de mucha resolución o calidad puesto que son simplemente medidas de control, siendo necesario en muchos casos un diagnóstico posterior con tecnología de más nivel.
Organización por Ubicación Física
Este será el aspecto revisado fundamentalmente en este post; la criticidad determina el período de chequeo, para lo que podríamos apoyarnos en algún AMFEC que hubieramos realizado con anterioridad para conocer la severidad y probabilidad de cada modo de fallo.
Gráfico con rutas de mantenimiento
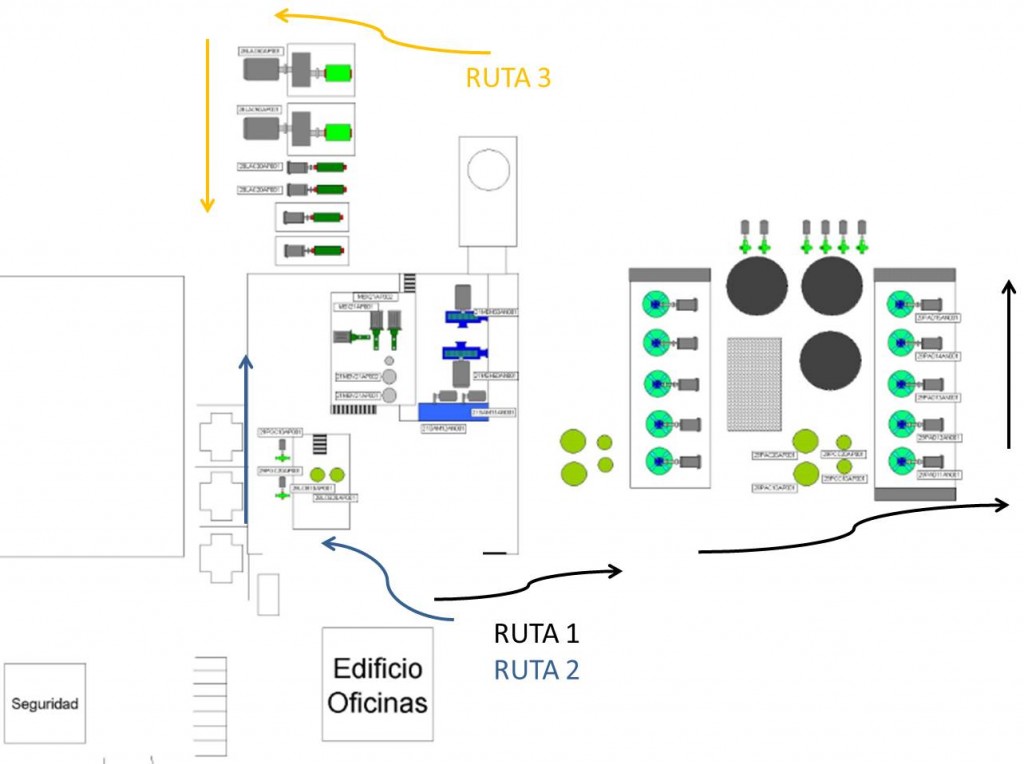
Arquitectura en el CMMS de Planta
En esta papelera la distribución jerárquica establecida era la siguiente (entre paréntesis el número de activos en cada área):
- Comunes (10)
 Ubicados en una zona física común apartados de la zona de producción. Servicios Auxiliares fundamentalmente.
Ubicados en una zona física común apartados de la zona de producción. Servicios Auxiliares fundamentalmente. - Máquina papel 1 (155)Rodillos, sistemas de vacío y filtrado de pasta.
- Máquina papel 2 (195)Rodillos, sistemas de vacío y filtrado de pasta.
- Bobinadora EMUA (19)Final de línea, equipos que permiten la formación de bobinas.
- Calderas (8)Equipos auxiliares para calentamiento de agua de proceso.
- Planta Depuradora (21)Depuración de aguas de proceso residuales.
Estamos hablando de un total de 408 equipos, por lo que la organización puede ser compleja e incluso puede incluir diferentes rutas para un mismo activo por existir un amplio rango de velocidades dentro de un mismo elemento (este aspecto delimita la velocidad de avance al fallo).
Codificación
Su codificación seguía la mejor práctica en mantenimiento de utilizar 5 dígitos, utiliza el número de la lista anterior para identificar cada una de las zonas principales de la planta (0 para comunes, 1 para maquina1, 2 para maquina2, …., 5 para depuradoras).
Como ya se dijo, se habrá de tener en cuenta la disponibilidad de horas/hombre de inspector y las limitaciones en la capacidad de almacenamiento del colector o adquisidor de datos.
En relación a este último punto, no se estaría en la misma situación en el inicio de un programa de predictivo, con menos alcance en personal y equipos, como en los momentos finales del mismo, donde con la mayor credibilidad del programa mejoramos en medios y capacidades.
Por tanto se trata de un
Proceso Dinámico y Realimentable con el Tiempo
Rutas de Mantenimiento
Este proceso ha de ser seguido por alguién que disponga bien de un conocimiento detallado de la planta bien de acceso a los planos de proceso donde se identifiquen los equipos a controlar con su ID en el CMMS.
También es necesario conocer cuántos puntos cogen en el colector de datos utilizado para vibración, aspecto que en general se ha de determinar empíricamente, puesto que las rutas grandes quizás saturen su memoria, o sólo se pueda cargar una ruta en cada proceso.
Pero en cualquier caso se precisa
Conocer al detalle la Planta
con planos de áreas y equipos, y saber qué número de puntos cogen en el colector de datos de vibración. En base a ese conocimiento se elaboró el siguiente listado:
Lista de Rutas de mantenimiento con áreas y equipos incluidos:

- 20b. Fase de Molienda
34 equipos de zonas 0, 1 y 2 con velocidad de giro 1500-3000 rpm. Preparación de pasta de papel; agitadores, suministro de agua y pulper.- 21b. Fase de Depuración.
19 equipos de zonas 0, 1 y 2 con velocidades de giro 1500-3000 rpm. Conformado de la pasta.- 22b. Refino de la Pasta.
20 equipos de zonas 0, 1 y 2 con velocidades de giro 1500-3000 rpm.- 23b.32 equipos de la máquina de papel 1 (zona 1): rodillo dandy, sistema de depuración, rodillos, …
- 24b. Formación
45 equipos de las máquinas de papel 1 y 2 (zonas 1 y 2). Grupos hidráulicos, engrases, …. Cilindros aspirantes.- 25b. Formación
26 equipos de la máquina de papel 2. Sistemas de achique y vacío maquina2.- 26b. Prensado
Accionamiento de prensas y de cuchillas secadores máquina papel 2.- 27b. Secado.Accionamiento de rodillos y secadores de máquina papel 2.
- 28b. Calandrado
Accionamiento rodillos de salida y rodillos Pope; salida de agua de maquina2.- 29b. Baja Velocidad
Testeros de rodillos de máquina papel 2. Organizados por lado Servicios y Lado Opuesto Servicios. Apoyos de baja velocidad, zonas de mesa de formación, prensa central y prensa 2- 30b. Baja Velocidad
Testeros de rodillos de sistemas de guía y enfriamiento de maquina2. Apoyos de baja velocidad- 31b. Caldera y depuradoras
Bombas, soplantes, compresores y decantadores.- 32b. Caldera y depuradoras
Bombas aguas bruta, bomba mono, sosa, electrólito, ….- 33b. Formación y Prensado
Testeros de rodillos de máquina 1. Organizados por Lado Servicios y Lado Opuesto Servicios. Ubicaciones de baja velocidad, zonas de mesa de formación, prensas 1 y 2.- 34b. Secado
Testeros de rodillos de máquina de papel 1.- Ubicaciones de baja velocidad, secadores.
Organización y Trabajo con las Rutas
La mayor parte de las rutas de mantenimiento se completaban mensualmente, salvo los rodamientos de baja velocidad, bimensuamente.
Proceso en rutas de mantenimiento
Como se puede imaginar cada vez que se va a efectuar una ruta de medida no es necesario crearla de nuevo, sino que queda guardada desde el momento de su primera creación. Por tanto lo primero es
Crear y Archivar la configuración y Período de Chequeo.
Esta información se asocia a cada una de las Rutas de Mantenimiento en el momento del guardado dentro del Software de Predictivo.
Posteriormente habría que realizar:
- Carga de la Ruta al Colector de Datos de Vibración
- Toma de Medidas
- Descarga de Datos
- Verificación de la Calidad en Medidas
- Borrado de Rutas del Colector (Opcional)
Seguro que si trabajas en una papelera esta entrada te habrá resultado de utilidad.
Esperando que así sea, y ante cualquier duda ya sabes espero tus comentarios.

Deja una respuesta