El indicador OEE (Overall Equipment Effectiveness) se utiliza para ponderar las posibles perdidas en cualquier línea de producción.
La eliminación de estas perdidas es algo que esta más allá de la involucración y habilidad de un único departamento de la organización.
El indicador OEE se calcula como el
producto de la tasa de capacidad por la de rendimiento por la de calidad.
Para mejorar esta eficacia global de una unidad en operación se utilizan multitud de metodologías y técnicas de ingeniería.
En relación con ellas, veremos aquí un artículo publicado en uno de los enlaces externos del portal en el que el prestigioso autor Robert Baird habla de una novedosa metodología basada en orientar el diseño de los equipos hacia la mejora en el indicador OEE.
Mejorar el Indicador OEE
Si tu organización está usando sistemas de automatización para la productividad, entonces utilizarás el indicador OEE efectividad global de equipo como la métrica que te permitirá identificar hacia donde orientar tus esfuerzos de mejora.
Además, si la mayor parte de tus áreas de la planta utilizan sistemas de producción, entonces te interesará optimizar todos los factores relativos al OEE, a saber:
Capacidad
Rendimiento
Calidad
La mayor parte de las organizaciones utilizan un:
Indicador OEE de 85% como benchmarking
de clase mundial pero después de realizar el seguimiento de organizaciones e implementar ciertas acciones de mejora, los resultados de los factores de calidad, rendimiento y calidad que conforman el indicador OEE obtienen valores promediados respectivamente del 90%, 86% y 98.7%.
Esto generaría un OEE del 76.4%, cercano al 85% de benchmarking.
Incluso se podría llegar a superar este indicador de clase mundial con un cambio en donde y como se han de focalizar los esfuerzos de mejora.
Pero llevar a cabo
Mejoras de los Equipos de Producción
en planta puede generar importantes costes durante la vida útil de los mismos. Estos costes ocultos se generarán no por la compra del activo, sino en forma de:
Elevados Costes de explotación
Exceso de Mantenimiento
Incremento en el suministro de materiales,
Aumento en el uso de Dispositivos adicionales,
Producción de Deficiente Calidad
Uso Ineficiente de Energía
Aumento tiempo invertido para su correcto manejo
También pueden generarse innecesarios costes de diseño, por ejemplo ante una modificación de la velocidad sin tener en cuenta los requisitos de producción en equipos de alta criticidad como en un cuello de botella. En todos estos casos se habla de costes hundidos.
Diseño para la Efectividad Global ( DF OEE )
Es un nuevo concepto que cambia el enfoque de mejora en el equipo hacia la etapa de diseño.
La metodología logra esto vía la incorporación a ese proceso de los siguientes conocimientos:
Seis Grandes PEr didas o «fugas» del Mantenimiento Productivo Total
Siete desperdicios del proceso Lean
Conservación de la Energía,
Teoría de las Restricciones (TOC)
Six Sigma
Tal metodología consigue que las:
«Fugas» sean más Transparentes
mostrando las áreas de mejora en la fase de diseño de esos equipos productivos.
Con las «fugas» conocidas, puede haber obviamente ciertas mejoras a plantear en la fase de producción del activo, pero las mejoras ya hechas reducirán notablemente esos costes ocultos y hundidos.
Pasos de la metodología DF OEE
Los pasos básicos de esta metodología de mejora DF OEE son:
Definir el Procedimiento
Se trata de una responsabilidad asignable a los líderes de la organización.
Debería realizarse una revisión completa de la cadena de valor.
¿Cómo las mejoras en la eficiencia del equipo se alinearán con la estrategia global?
¿Cómo beneficiará este nuevo equipo al sistema?
¿Cuáles son las mejoras directas e indirectas y como beneficiarán a vuestros clientes?
Establecer un grupo de DF OEE
Comienza con la estructuración de un grupo multidisciplinar con la participación de los principalmente afectados.
Se habrán de involucrar la mayor parte de los departamentos, incluyendo al fabricante de equipo (OEM) y proveedores de componentes clave, la ingeniería, los operadores del equipo, un experto o apoyo en lean sigma, personal de mantenimiento, compras y ventas.
Todos ellos aportarán conocimiento técnico y experiencia sobre lo que es más conveniente hacer con el activo dentro de la cadena de valor.
Con este conocimiento directo, se será capaz de contestar a estas preguntas críticas:
¿Podemos mejorar la eficiencia energética (servomotores vs neumática)?
¿Cuál es la tasa de rendimiento más eficaz para el sistema?
¿Cómo podemos mejorar las seis grandes pérdidas?
¿Posibles mejoras en componentes?
¿Maneras de reducir los movimientos y transportes en la máquina?
¿Maneras de reducir el tiempo de ajuste y preparación en el equipo?
¿Cómo se puede diseñar orientando hacia la flexibilidad y posibles cambios en el producto?
¿Cuáles son los problemas de seguridad y lergonomía?
¿Cómo se pueden simplificar las tareas de mantenimiento autónomo?
¿Se pueden optimizar los tiempos de cambio de una máquina a otra?
¿Se puede simplificar la operación y manejo del equipo reduciendo tiempos en formación?
¿Existen maneras de estandarizar los procesos de preparación a la entrada y la salida de máquina?
¿Se pueden optimizar los flujos de materiales?
¿Se pueden optimizar las dimensiones de la máquina?
Determinar los objetivos de la OEE
El grupo ha de revisar el estado actual de los datos de medidas existentes sobre el indicador OEE y del análisis realizado de la cadena de valor.
Posteriormente, hay discusiones acerca de las nuevas tecnologías aplicables, mejores prácticas actuales y que es necesario para mejorar los factores OEE y de flujo.
Tras esta discusión, se puede plantear la definición de ciertos objetivos.
Determinar los objetivos de Ahorros en Costes
Las mejoras en la efectividad de los equipos deben transladarse hacia el principio o final de la línea; no tiene sentido que fallen las funciones de aprovisionamiento o distribución, actividades de las que se vive fundamentalmente.
A partir los objetivos identificados en el punto 3, se han de establecer los ratios financieros relacionados de ganancias por ingresos, coste de ventas y el margen bruto.
Comenzar la etapa de diseño
Tras el cumplimiento de los pasos previos del DF OEE , el suministrador del equipo (OEM) y sus proveedores de componente deben ponerse al frente del grupo.
Sin embargo, esto no quiere decir que los otros miembros no estén participando en este paso; por el contrario, ese conocimiento diverso del equipo continuará para proporcionar la dirección crítica la configuración de los equipos.
En esta fase se ha de establecer:
Anteproyecto
Algunos Prototipos de Componentes
Sistemas de Transmisión
Ergonomía
Eficiencia Energética
Especificaciones
Además, parte de esta etapa incluye revisar los hitos del diseño con los explotadores o planta, que serán quiénes establezcan el propósito real de la unidad.
Llevar a cabo la fase de pruebas.
Esto implica pruebas operacionales con productos, con los miembros del grupo DF OEE presente; se medirán:
Capacidad (índices Cm y Cmk)
Calidad (rendimiento)
Análisis de tiempo de parada
Test de Velocidad
Tiempo de Aprendizaje
Tiempo de Cambio (incluyendo ajustes)
Uso de Energía
Movimiento de operador (ergonomía)
Estudios de Ruido
Todos ellos parte de las medidas requeridas.
Estos estudios deben ser llevados a cabo con el volumen adecuado y con la gama de productos específica para el equipo.
El llevar a cabo tests con pequeños volúmenes evitará registrar todas las variaciones requeridas para determinar los valores reales estos índices y variables mencionadas.
Finalmente, los
Documentos de Trabajo Estándar
son determinados por el grupo DFOEE que deben incluir todos los requerimientos operacionales importantes, puntos clave de trabajo y justificación al procedimiento. Todos los procedimientos de test, documentos y resultados de test son almacenados y adjuntados al activo en un formato que pude ser eficientemente usado en el destino. Cualquier fallo durante esta fase en relación a tolerancias puede ser corregido en este momento.
Realizar la fase de aceptación
Con el nuevo equipo configurado y en la planta, todos los tests variables se repiten para todos los productos con producción en tiempo real. Se realizan los mismos test de procedimiento realizados durante la etapa previa, grabándose y comparándose con los resultados de la etapa de testeo. Si hay algún resultado inaceptable relativo a especificaciones o desviaciones, es la responsabilidad del grupo DFOEE corregirlo.
Como resumen decir que el indicador OEE es clave para lean. Para lograr efectividad en equipos de clase mundial con consideraciones de sistema, esta nueva metodología DFOEE debe aplicarse.
Comentarios sobre el Artículo
Poco se puede comentar a tan completo artículo; únicamente enumerar las pérdidas más significativas en relación a cada una de las tasas que conforman el OEE.
Influyen en el Indicador OEE
En relación a la Tasa de Capacidad
Pérdidas por averías
Pérdidas por cambio de herramienta
En relación a la Tasa de Rendimiento
Pérdidas por microparadas.
Perdidas por arranques y paradas.
Perdídas por baja velocidad.
En relación a la Tasa de Calidad
Perdidás por defectos en calidad y posibles retrocesos.
Todas las mejoras orientadas en este sistema influyen de manera notable en todos los factores de perdida. Además, el alcance global del proceso con el análisis de puntos de conflicto entre el diseño del equipo y cadena de valor garantizan:
Un ágil retorno de la Inversión
Mejoran el posicionamiento estratégico de la Empresa
Ambos aspectos no podrían plantearse sino se realizasen en la fase de diseño de estas unidades.
Quizás alguno nos podríamos plantear la pregunta:
¿está justificado TODO ESTO para mejorar el diseño de un activo?
Hemos dicho que la línea de producción está fundamentalmente automatizada.
En este tipo de flujos productivos existen equipos de avanzada y última tecnología que requieren de importantes inversiones en capital, además de importantes costes de explotación a lo largo de su vida útil (altos consumos eléctricos, costosas reparaciones, …).
Por tanto, estaría justificada
cualquier mejora en su diseño que reduzca esas importantes inversiones de capital
y no solo eso, sino que al aumentar su rendimiento global (OEE)
se estaría disminuyendo el tiempo de retorno de nuestra inversión.
Sobre el Autor
El autor del artículo Robert Baird es actualmente el fundador y propietario de la empresa Lean Teams USA y autor del libro The Four Components and Fast-Paced Organization.
Ha realizado exitosas aplicaciones de Lean Sigma, cada una de las cuales ha logrado resultados de negocio de clase mundial.
Ha trabajado para
Schlumberger Oilfield Services
durante 20 años, desde varias posiciones relacionadas con la gestión. Posteriormente trabajó para Gemalto durante 14 años en posiciones top de gestión y management incluyendo el cargo de vicepresidente de operaciones y gestor de la empresa para negocios de clase mundial.
Puede presumir de haber introducido y dado soporte a la estrategia global del
Lean Sigma (INDICADOR OEE)
con importantes logros empresariales en varios países como Brasil, Canadá, Chile, Finlandia, Francia, y un largo etcétera.
Si te ha resultado de interés la lectura puedes encontrar artículos complementarios en just in time y produccion lean.
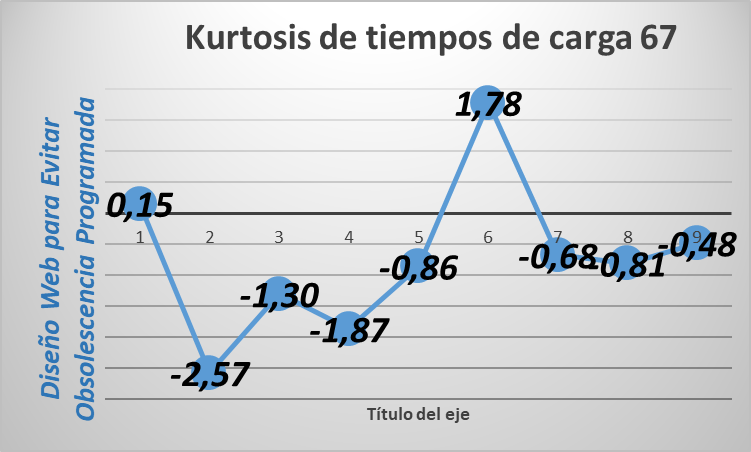
Los tiempos de carga en diferentes servidores muestran variabilidad de el coeficiente de apuntamiento o Kurtosis. Ello indica que el servidor está reconociendo una arquitectura cliente – servidor, lo cual genera menor desgaste en ordenadores y evita la obsolescencia programada. Por contra esta entrada tendrá unos RATIOS SEO (posicionamiento orgánico en google muy bajos). Por el contrario se trata de una entrada que puedes compartir con amigos y redes sociales. Recuerda que es labor de todos no aumentar la distancia entre el primer y el tercer mundo.
Web que usa cookies para mejorar la experiencia de usuario. Se supone que estás de acuerdo, pero puedes cancelar esta opción. AceptarCancelarLeer más
Privacy & Cookies Policy
Privacy Overview
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. This category only includes cookies that ensures basic functionalities and security features of the website. These cookies do not store any personal information.
Any cookies that may not be particularly necessary for the website to function and is used specifically to collect user personal data via analytics, ads, other embedded contents are termed as non-necessary cookies. It is mandatory to procure user consent prior to running these cookies on your website.







Deja una respuesta