Los necesidades para la optimización de procesos productivos son particulares en muchas ocasiones para cada tipo de industria; de hecho así lo podéis deducir a partir de las etiquetas que se utilizan en el blog. En el caso del particular del sector cementero una de las más importantes es la necesidad de mejorar el mantenimiento de hornos rotatorios, aportándoos una serie de recomendaciones para ello; además tenéis un tutorial sobre los principales materiales de construcción.

Empezaremos como es habitual con el tutorial sobre
Materiales de Construcción,
quizás no íntimamente relacionado con el mantenimiento pero sí con la industria. En cualquier caso que levante la mano el primer sufridor de problemas vibracionales que no se haya visto implicado en una reforma de obra cívil o haber tenido que supervisar reparaciones de este tipo en sus talleres o lugares de trabajo. Por eso creo que os resultará de utlidad este manualillo sobre materiales de construcción.
Pero el meollo de la entrada se refiere a optimizar el
Mantenimiento de Hornos Rotatorios,
que son unos dispositivos muy importantes en esta industria como podéis deducir de la lectura del tutorial. Se trata de dispositivos formados por una carcasa cilíndrica giratoria, levemente inclinada hacia la salida. La alimentación desciende a través del horno siendo calentada en el proceso mediante tubos de vapor. En la figura puede verse su
Configuración
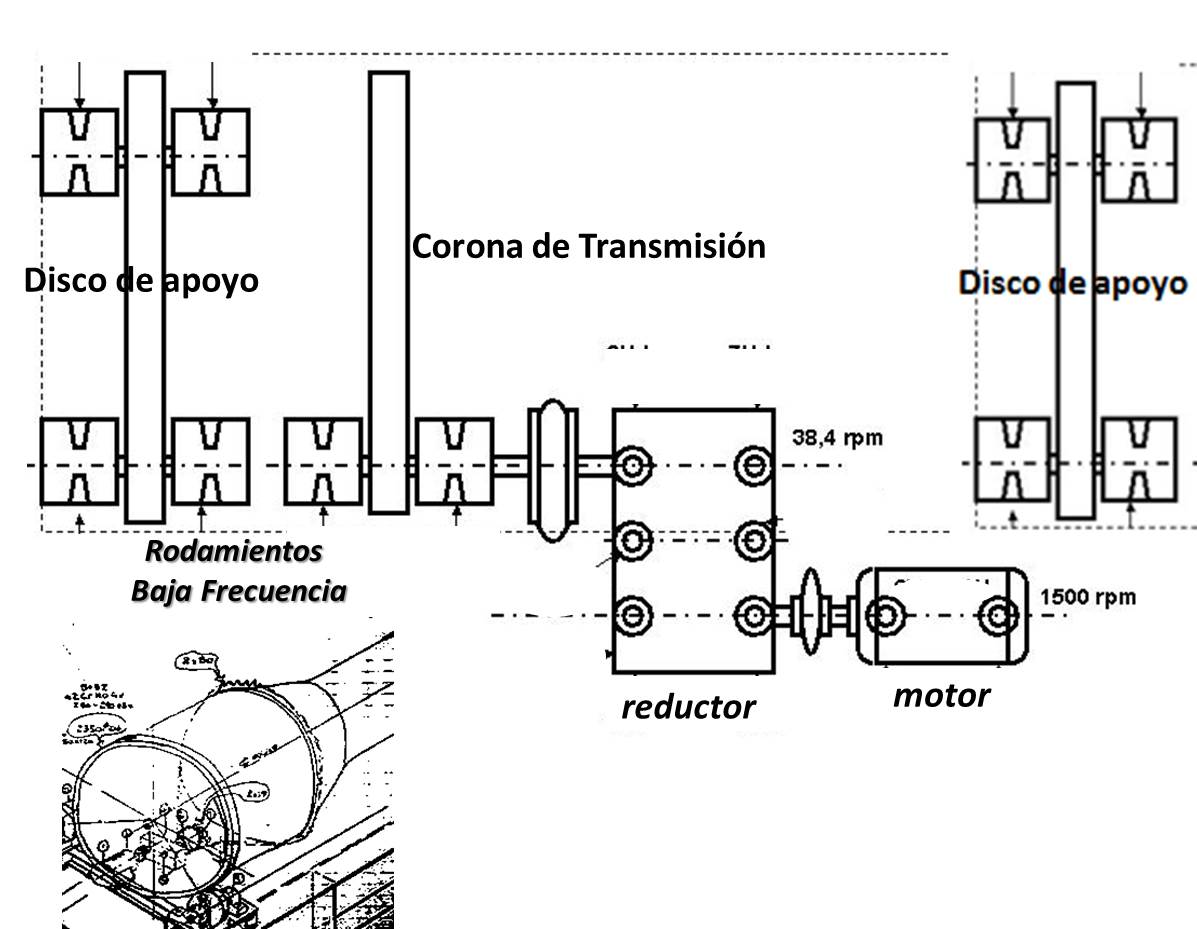
Además del croquis anterior los equipos presentan la siguiente arquitectura:
- Bancadas rígidas
- Acoplamientos Hidráulicos
- Reductores con varias Etapas de Reducción
- Fenómenos transitorios debidos a los Elementos de Sujección del Horno Rotatorio
El caso es que estos hornos rotatorios presentan por su criticidad control mediante técnicas predictivas, y en el caso del sector cementero cómo ya se comentó en la entrada electronica de control existen problemas con el stress ambiental, han usado como técnica estrella para mantenimiento de hornos la vibración. Así, tras un proceso de implantación de la tecnología se les dejó preparada una base de datos de medidas y hardware para la medida vibracional con las siguientes configuraciones:
-
Puntos de Medida
-
Parámetros de Control
-
Niveles de Alarma
-
Períodos de Chequeo para Mantenimiento
Pues bien, en este contexto estas serían las principales recomendaciones para
Mejorar su Mantenimiento:
-
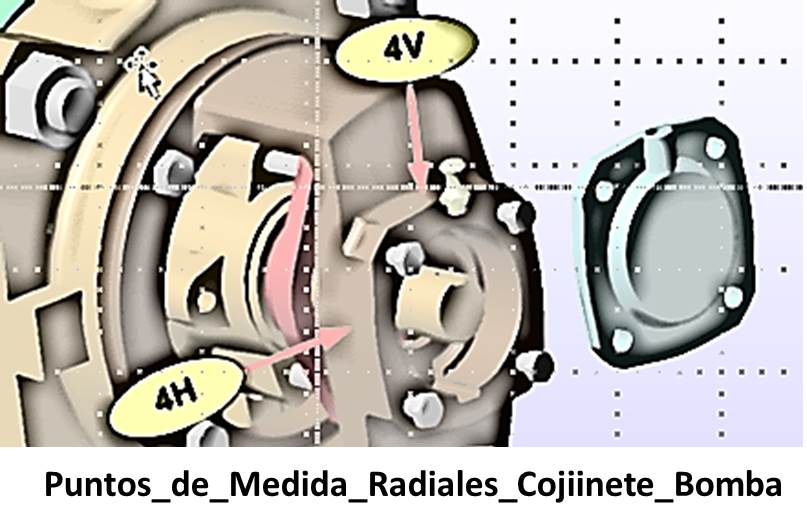
2 Ubicaciones Radiales por Apoyo
Esto es así porque se trata de máquinas que seguramente presenten en su operación algún tipo de modo propio de vibración pese a la elevada rigídez de la bancada. ¿Porqué? Fundamentalmente debido a que los pernos y pletinas donde se apoya el conjunto del motor no suelen presentar la consistencia necesaria. Ello hace que ante cualquier mínimo problema de de holgura o desalineación se generen sobrecargas y calentamientos en ese componente rotativo.
Configurando así las medidas detectaremos cualquier cambio en vibración en el mantenimiento de hornos rotatorios, dado que los sensores presentan sensibilidad para la medida fundamentalmente en la dirección en la que se montan sobre la máquina. Si tenéis alguno de estos equipos en vuestra planta observaréis que la dirección conocida como vertical (perpendicular al firme) no presenta quizás espacio para la ubicación del sensor de medida; pese a ello cambiar la dirección hasta que se puedan plantear 2 ubicaciones de medida en el plano en el que se monta el sensor.
-
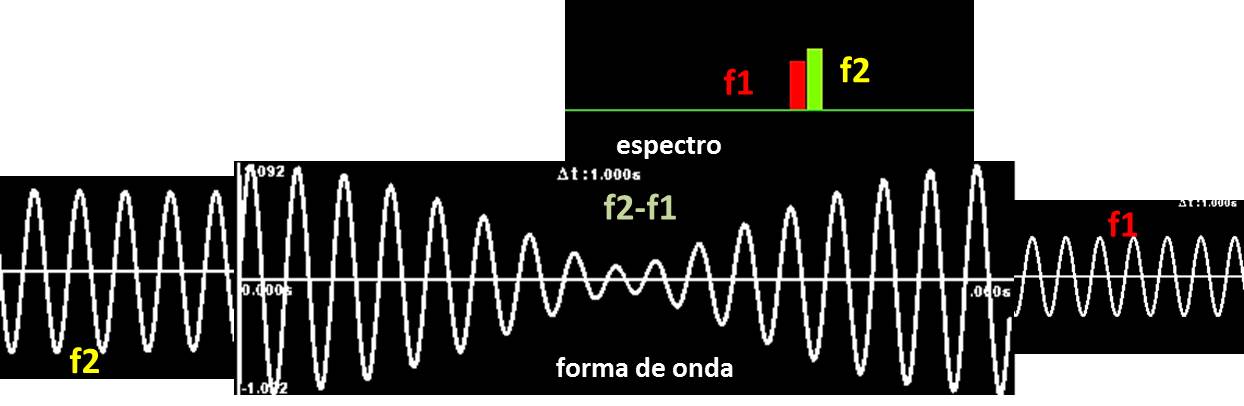
Tomar 1-2 segundos de Giro de la Máquina
Con la configuración planteada, acoplamiento hidráulico, suelen existir dos velocidades de giro en el accionamiento, la de entrada y salida al Fluidrive, muy parecidas en magnitud y que generan un fenómeno conocido como batido. Ello genera que se sumen y resten las frecuencias produciéndose una onda resultante de baja frecuencia, de valor la diferencia entre las 2 perturbaciones originales.
En el caso de las configuraciones de vibración el tiempo de recolección se controla mediante el cociente entre:
Número de Líneas / Frecuencia Máxima
Para entenderlo debéis tener en cuenta que todos estos equipos realizan un muestreo analógico-digital, es decir, convierten una señal continua en una discreta formada por un número finito de puntos. Cuando más puntos se tomen más se parecerá la señal muestrada a la original. Pues bien de manera general se puede decir que:
- El primero de ellos, número de líneas, está relacionado con el número de muestras que se toma, por lo que a
«mayor valor mejor señal digital obtenida» (más tiempo de recolección)
- El primero de los valores, frecuencia máxima, se relaciona de manera inversa con el período establecido para cada muestra, de tal forma que
«mayor valor mejor señal digital obtenida» (menor período de chequeo)
En este caso,por tanto, nos interesaría un número de líneas elevado y una frecuencia máxima lo menor posible para maximizar ese tiempo; es decir convendría tomar muchas muestras y usar un período mínimo de recolección alto para un mejor mantenimiento de hornos rotatorios.
-
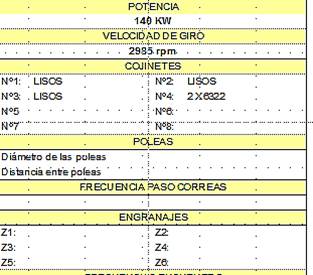
Datos Técnicos
Es recomendable disponer de la mayor cantidad de documentación sobre la máquina para conocer las diferentes velocidades de giro en la reductora. En muchos de los hornos rotatorios existen reductores antiguos, antiguos pero es habitual que en los planos de los equipos figuren el número de dientes colados entre las referencias o IDs. De ese modo nos ahorraremos mucho tiempo en el análisis posterior de los datos.
Aquí los podéis ver en la siguiente ficha:
-
Sensores Especiales
Para los equipos de baja velocidad se han de usar sensores electrónicos de elevada sensibilidad (500 – 1000 mV/g).
¿Cómo?
Los sensores transducen la señal mecánica a eléctrica en base a ese nivel de sensibilidad (para cada g de vibración a una determinada frecuencia se obtienen unos determinados niveles eléctricos).
En las máquinas de baja velocidad, recordad la entrada parametros de vibracion, se obtienen niveles bajos de aceleración por lo que se precisa de una sonda que amplifique los niveles eléctricos que se analizarán desde el equipo de medida y software, evitando que queden camuflados o distorsionados por el ruido eléctrico que existe en todo proceso de transmisión de señal.

-
Usar la Forma de Onda
Para el diagnóstico de los apoyos de los hornos rotatorios se recomienda la medida de la forma de onda, pues permite visualizar eventos de vibración de carácter discontinuo y transitorio. Pese a que en estos equipos su propia naturaleza los justifica (fricción en las cremalleras de apoyo), pensad que el tambor está inclinado y los sistemas de ajuste a veces tropiezan o golpean visualizándose en la gráfica de diagnósitico.
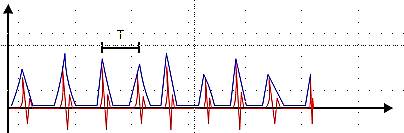
Pero con esa configuración, si se ajusta un rango automático desde el equipo de medida, se podrán observar en los períodos los posibles daños en los rodamientos, en aquellos períodos en que la cremallera «no cante». Aclararé a ese respecto un triple concepto:
Autorango
Significa que el equipo de medida ajusta el rango del gráfico de pantalla a la amplitud de la señal de entrada. Que la máquina tiene esos golpes en las clemas de sujección, entonces incrementará el rango y será más difícil detectar y visualizar los eventos de menor amplitud; por el contrario cuando no aparezcan esos eventos será la propia vibración del rodamiento la que establezca el rango y se podrán visualizar fenómenos de deterioro en el mismo.
Vibracion en Rodamientos
Ya se habló sobre ellos en la entrada indicada, y debéis recordar que los eventos en estos componentes son repetitivos salvo que el ¡rodamiento esté realmente dañado!, algo que espero no os pase en el futuro.
Modo Vivo de Recolección
Consiste en tomar la medida de forma de onda en modo vivo, es decir, que la pantalla se actualice con cada evento o medición efectuada. De ese modo podréis ver cada incidencia en máquina o rodamiento y decidir cuál de las pantallas decidís capturar.
-
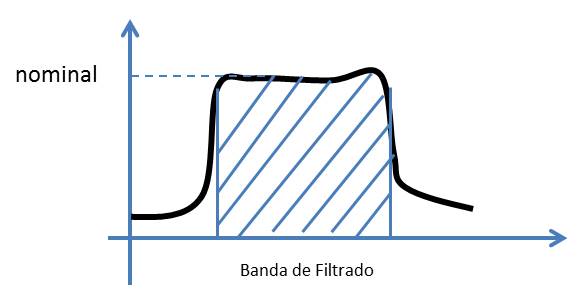
Filtrar las Medidas de Aceleración
También se comentó en la entrada de vibracion en rodamientos, recordad que allí también se hablaban de velocidades por debajo de 500 rpm. Pues bien se ha buscar sintonizar las frecuencias bien del rodamiento o del sensor para que se amplifiquen esos eventos de menor energía y establecer las recolecciones pertinentes en esa banda de análisis. De ese modo siempre minimizaréis influencias externas o ajenas al propio rodamiento.
- Armaros de Paciencia
No es propiamente una recomendación pero sí es real como la problemática misma de las máquinas de baja velocidad. Pensad que los rodamientos de los hornos rotatorios pueden presentar velocidades de 12-13 rpm, lo que quiere decir que tardan cinco segundos en dar una vuelta y a veces los defectos en el rodamiento no se manifiesta por la baja carga dinámica existente o por la propia característica de la medida o sensor (estos tienen histéresis).
«Si existen 10 rodamientos de baja velocidad pues no tenéis más que hacer las cuentas teniendo en cuenta que suele ser recomendable tomar 5 revoluciones de giro de máquina, ……»
Si eres un usuario del Sector Cementero te habrá resultado de utilidad la entrada pues optimizarás el
Mantenimiento de Hornos
en tu planta, y estas recomendaciones serían válidas igualmente para cualquier equipo de parecidas características en otro tipo de industrias (secadores rotativos sector químico o alimentario, ….). En muchos casos el usuario industrial no considera necesario mantener equipos con baja velocidad pues existen menores cargas en rodamientos o componentes; se trata de algo cierto pero no por ello real puesto que cualquier sobrecarga dinámica en rodamientos minimizar su vida útil cúbicamente.
¿Lo sabías?
Es decir, existe una relación cúbica entre vida y carga de un rodamiento de tal forma que al duplicar la carga en el apoyo la vida del rodamiento se disminuye en ocho veces. Por eso piensa en ello para incluir equipos con elementos de baja velocidad en tus programas de mantenimiento predictivo, pese a que pienses que la detección de problemas no resulte tan crítica al ser la velocidad de evolución al fallo menor de lo normal.
«En cualquier caso siempre piensa que cualquier fallo imprevisto en un equipo crítico puede echar por tierra años de trabajo en mantenimiento, y el tiempo de medida en baja frecuencia pueden ser 2 – 3 horas cada 3 meses»
¿Qué te parece excesivo? Junta las inspecciones sensoriales con las de vibración y así controlas de un plumazo tus rodamientos de menor RPM.
Bueno me despido hasta el próximo boletín que ya sabéis será dentro de quince días. 

Deja una respuesta